

在新能源产业蓬勃发展的当下,电解液作为锂离子电池的核心组成部分,如同 “血液” 般承担着传导锂离子的关键使命,是实现电池高能量密度与低阻抗的重要保障。然而,电解液生产及应用过程中产生的大量溶剂挥发废气,不仅造成资源浪费,更给环境带来巨大压力。天得一深耕环保领域多年,凭借领先技术与创新理念,推出专业的电解液尾气回收解决方案,助力企业攻克污染难题,迈向绿色发展之路。
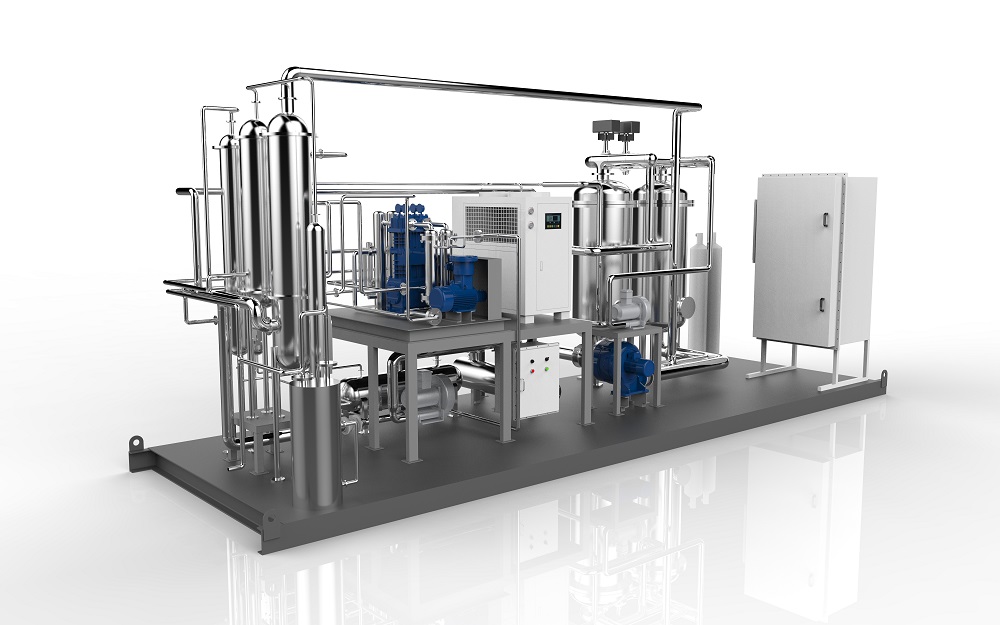
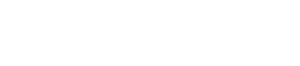
天得一电解液尾气回收解决方案采用冷凝回收系统 + 深度净化系统组合工艺,为电解液生产厂房量身定制。冷凝回收系统充分利用电解液废气成分的饱和蒸气压特性,通过高效冷凝器对废气中的电解液原料进行深度回收,实现资源循环再利用,同时借助热交换技术降低能耗,提升能源利用效率。深度净化系统则专注于处理冷凝回收后的剩余废气,先通过预处理模块拦截粉尘,有效防止后端设备堵塞,保障系统稳定运行;再利用高性能吸附剂对废气进行吸脱附处理,最后通过蒸汽 / 氙气脱附技术实现吸附材料的循环再生,确保废气经净化后达到国家排放标准。脱附下来的电解液废气将再次进入冷凝回收系统,实现废气处理的闭环管理,最大限度提高资源回收率。
天得一电解液尾气回收解决方案配备的核心设备,在性能与实用性上均表现卓越。冷凝回收系统采用的高效冷凝器,具备结构简单、操作便捷、维护成本低等显著优势,能够适应复杂的工业生产环境,长期稳定运行。低温冷凝器与集中收集净化系统紧密配合,通过预处理、吸附装置等模块化设计,对废气进行精细化深度净化,不放过任何细微污染物。这些设备的协同运作,确保天得一电解液尾气回收解决方案在电解液尾气回收工作中高效、稳定。
天得一电解液尾气回收解决方案带来的环保效益十分显著。通过对电解液尾气的高效回收与处理,能够大幅减少废气排放,降低对大气环境的污染,守护绿水青山;同时,将废气中的有价值成分回收再利用,有效减少资源浪费,践行循环经济理念。此外,该方案的实施还能助力企业实现绿色生产目标,满足国家日益严格的环保政策要求,提升企业社会形象与市场竞争力,推动企业可持续发展。
选择天得一电解液尾气回收解决方案,就是选择专业、高效。天得一将持续以技术创新为驱动,为客户提供更优质、更可靠的环保解决方案,共同为新能源产业的绿色未来贡献力量。
