
加压冷凝回收系统


方案概述
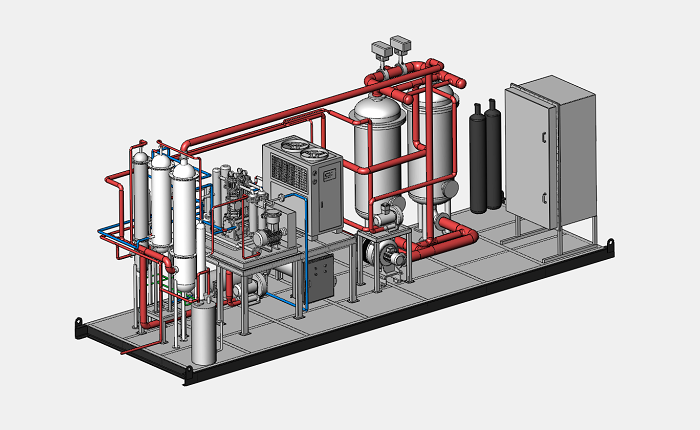
天得一尾气的冷凝回收系统适用于新能源、石油化工、医药化工等行业,采用预处理+热量回收+二级冷凝+吸收塔/沸石转轮工艺,应用于气体冷却及污染性气体冷凝回收,将易挥发的废气通过低温冷凝工艺收集起来 ,达到二次利用和节能环保的功效。
方案内容
在客户生产过程中,不可避免的会产生大量、且复杂有害废气,处理时先将废气进入回收装置前先经过过滤,以满足后面设备的洁净度要求。本阶段主要去除废气中的粉尘、颗粒物等杂质;在预处理阶段之后,可进行气-气换热器,利用废气出口温度将回风加热至70-80℃循环回生产设备,以回收热量。废气一般需要经过两级冷凝降温之后(温度降至12℃以下),绝大部分冷却为液体,流至罐储存回收,其余的低浓度混合气体90%以上作为回风,经吸收热量升温后返回生产设备,剩余很少部分不凝气则经过后端深度治理,经过吸收塔吸收+沸石转轮吸附处理两种方式,进行冷凝回收;尾液回收液提纯可通过二级或三级精馏,将回收液中的水分及其它杂质除去,得到纯度达99.9%以上的液体,可直接回用于生产。
相关产品


